
型材拉彎廠加工彎曲件的結構工藝性
彎曲件的工藝性是指彎曲件的形狀、尺寸、材料的選用及技術要求等是否適合于彎曲加工的工藝要求。具有良好沖壓工藝性的彎曲件,不僅能提高工件質量,減少廢品率,而且能簡化T藝和模具結構,降低材料消耗。
彎曲件的結構應具有良好的工藝性,以利于簡化工藝過程,提高彎曲件的精度等級。彎曲件的結構工藝性分析是根據彎曲過程的變形規律,并總結彎曲件實際生產經驗提出的,通常在結構上主要考慮以下幾個方面:
1.最小相對彎曲半徑
最小相對彎曲半徑是指在保證壞料最外層纖維彎曲時不發生破壞的條件下,工件能夠彎成的內表面的最小圓角半徑。通常用最小圓角半徑相對于壞料厚度的比值來表示最小相對彎曲半徑,即 rmi/t。rmin/t 的值越小,板料彎曲的性能也越好。生產中用它來表示彎曲時的成形極限。(1)最小相對彎曲半徑的確定
設彎曲件內、外表層曲率半徑分別為r和r,中性層的曲率半徑為p,彎曲帶中心角為o( 見圖 3-7),則最外層金屬的伸長率8為
aa-00(-P)q_n-Pn=00pWp設中性層位置在半徑為p=r+ t/2 處,并且彎曲后板料厚度
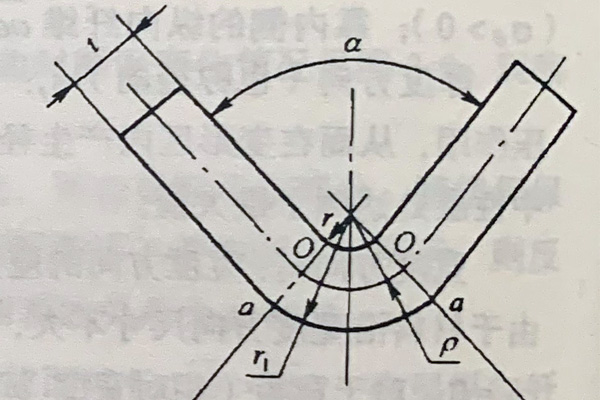
圖 3-7 彎曲半徑和彎曲區中心角
保持不變,則r=r+t,代人上式得:8x=+1)-(r+t/2) t/2r +t/2r+t/2 2r/t+1由上式可以看出,對于一定厚度的材料,彎曲半徑產愈小,外層材料的伸長率8愈大。當外邊緣材料的伸長率6*達到并超過材料的伸長率6后,就會導致彎裂。令式(3-1)中的8#等于材料的伸長率8,即可求得最小相對彎曲半徑 rmin/t。M
由式(3-2)可見,板料的伸長率 越大,則 rm/t 的值越小,板料曲成形性能也越好。生產中常用 r/ 表示板材彎曲時的變形程度,用 rm/t 表示板材彎曲時的成形極限。(2)影響最小相對彎曲半徑的因素
板料彎曲時,影響最小相對彎曲半徑的因素如下。材料的機械性能。材料的塑性越好,其塑性指標( 6、等)越高,最小相對彎曲半徑就越小。經過退火處理的板材塑性好,產/就小些。經過冷作硬化的板材性降低me/ 就相應增大。
